エリアレーザーセレクティブリフロー装置
![]()
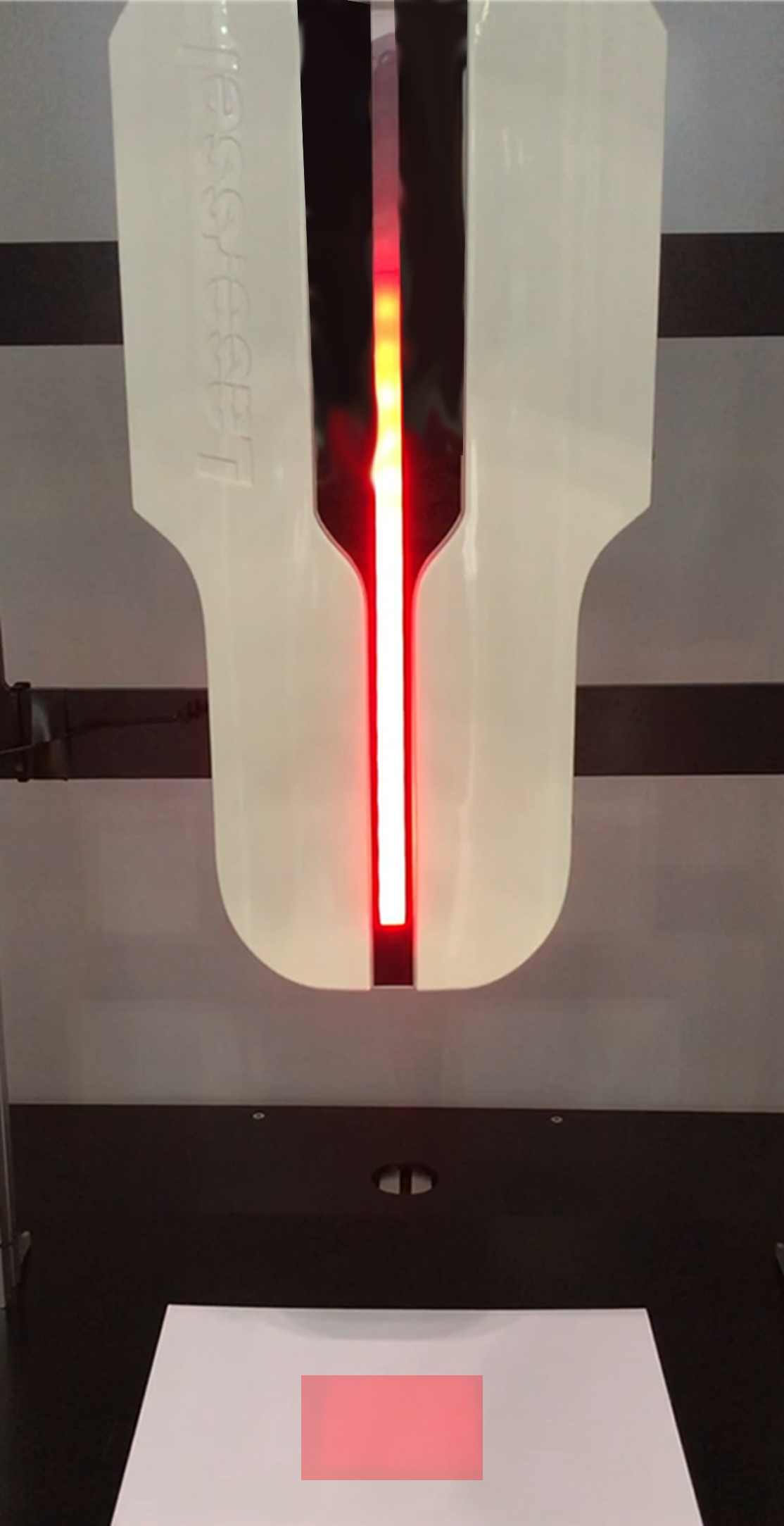
Laserssel社製エリアレーザーセレクティブリフロー装置
エリアレーザーとは
一般的なレーザーはんだ装置は、ガウシアンレーザーをハンダに直接照射し、ハンダを溶融し電子部品実装します。
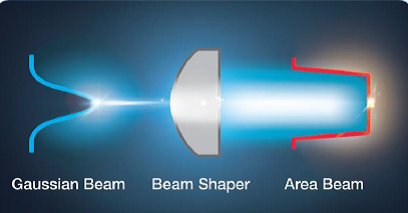
エリアレーザーセレクティブリフロー装置は、ガウシアンレーザーをLaserssel社独自の光学設計により、ガウシアンレーザー光を広域化し、広範囲のはんだリフローを可能にした装置です。その独自技術の光学ユニットBeam
Shaping Optic Module(BSOM)は、5㎜×5㎜~80㎜×80㎜のエリアレーザー光を実現しています。
エリアレーザー照射幅
エリア照射域は、100μm×300μm、最大80×240㎜の広さまで拡大可能です。任意で固定された領域ならば、お客様のご希望の領域にレンズ設計できます。
例えば、30㎜×30㎜、80㎜×80㎜の正方形、30㎜×150㎜、10㎜×300㎜の長方形など実用で運用されています。
自動で照射領域を変化させる可変式エリアレーザー光学ユニットも製作可能です。
お客様のニーズに合わせ、照射領域を設計することが可能ですので、照射域については、お気軽にご相談ください。
高いレーザー光強度の均一性
様々な領域照射を可能とするBSOMは、単純にガウシアンレーザー光を広角に広げるだけの光学ユニットでは無く、照射エリア内の赤外線レーザー光の強度を面内均一性90%に整え、レーザー光出力の減衰率を10%以内に抑えています。
特筆すべきは、高い均一性の上に、レーザー光強度が一部高くなる特異点が存在しないことです。発光エリアのセンターやエッジ部分はどうしてもレーザー光強度が高くなりがちですが、Laserssel社の赤外線強度は、その特異点を含めて均一性90%以内の赤外線強度を実現しています。
温度制御
最新設備では、加熱時の、一般的なリフロー同様、加熱される電子部品の耐熱温度以下に抑えることが可能となるよう、加熱プログラムを設定し自動でレーザーパワーを制御することも可能です。
多様なアプリケーション
用途としての代表例は、電子部品実装、LED実装、2Dプローブピン実装のほか、フレックス基板への電子部品実装、基板内の特定場所のみへの実装などに使用されており、3D実装や、マイクロLED実装にも使用可能となっています。また、これまではんだ噴流プロセスで実装していた分野でも、エリアレーザーの評価が進んでいます。
特長
- 照射領域 標準5㎜□~25㎜□(最大80㎜□)
※その他、長方形のエリア照射30㎜×80㎜、10㎜×400㎜等) - 照射領域の面積は可変(オプション例 30㎜□~80㎜□)
- レーザー出力は可変
- 段差のある基板への対応も可能
- 特定エリアへのレーザー加熱により、基板全体への熱ストレス軽減
- フレックス基板、薄型基板実装にも対応可能
- リフロー装置と同等の生産性を確保
参考動画
ハンダ溶融例:ハンダ材料 ニホンゲンマ 220℃融点材料&低融点材料
ハンダペーストNP303 融点218℃ 18㎜×18㎜エリア照射
ハンダペーストNP303 拡大画像
ハンダペーストSB58 融点138℃ 拡大画像
エリアレーザーでアクリル基板にはんだしてみました
独自技術 ※エリアレーザー
広域面レーザー照射&恒温領域の実現
通常のレーザービームの熱供給プロファイルは、下図のように照射部が高温となる山型の形状となります。Laserssel社の開発した光学ユニットBSOMにより、レーザーによる熱供給プロファイルが劇的に変わりました。ビーム形状が、均一パワーの四角形照射となり、大きさは、例えば最少、3㎜□、最大80㎜×80㎜の広さまで拡大可能です。
拡大レーザー光強度を均一にする光学設計技術により、加熱時の熱均一性が高く、従来のレーザーのように一部から全体を溶かす加熱方法では無く、所定エリアにのみ均一な熱量供給を行うことが可能となり、必要な領域を均一に加熱することができます。レーザー出力値は照射域の必要エネルギー量に合わせて仕様決定します。その供給熱量は、金錫はんだ(融点280~320℃)を2~4秒で溶解することも可能です。実装電子部品の昇温速度や最高到達温度は、その仕様に合わせて加熱プログラムを設定可能です。また、搬送システムを組み合わせることで、異なる2次元指定座標、そして高さの異なる位置も可能となります。
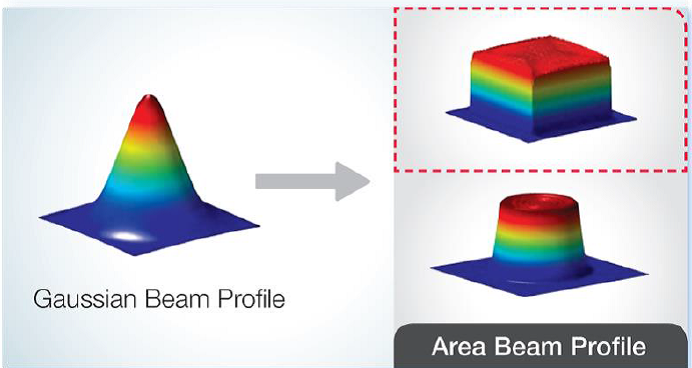
従来のビームプロファイル⇒エリアビーム
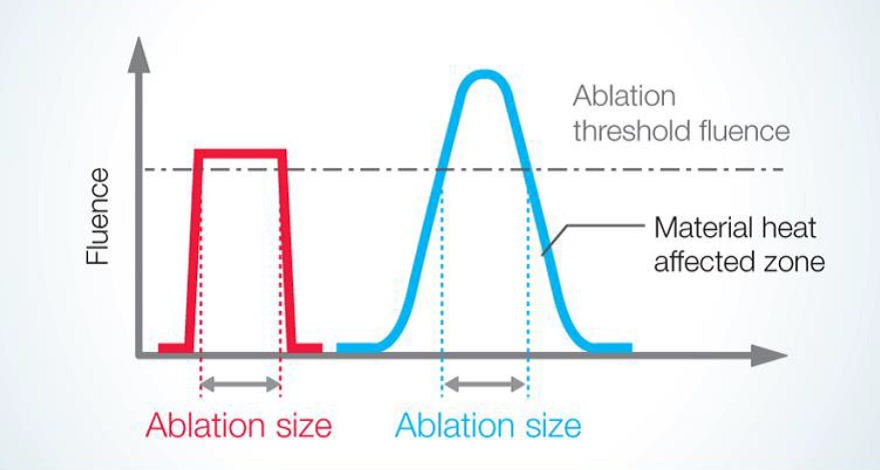
Abrastion size:レーザー発光均一な領域/この領域に加熱対象物を設置します。
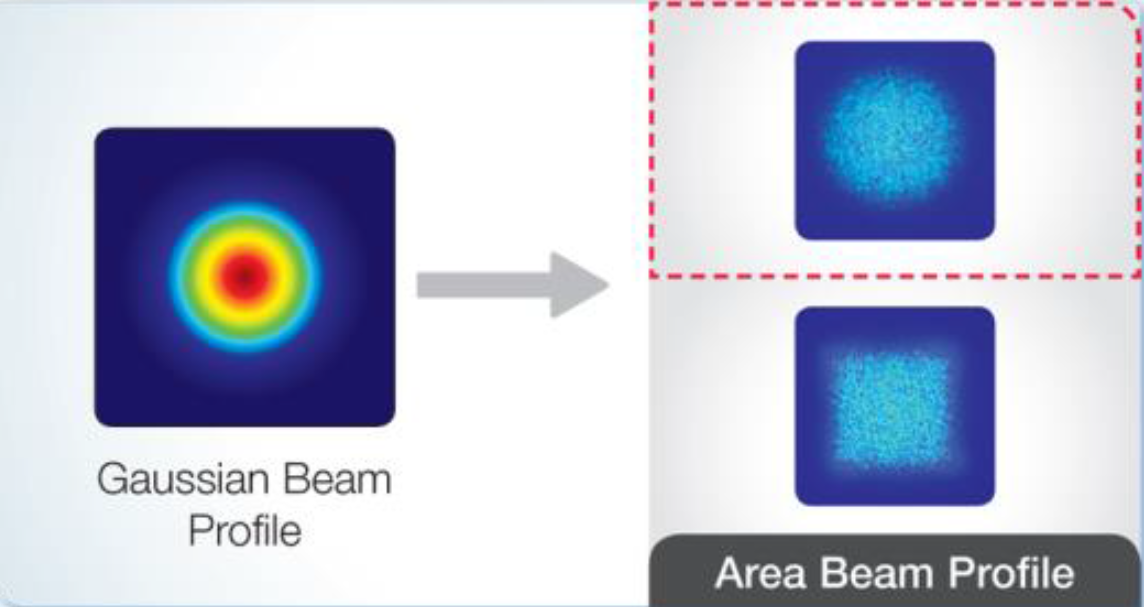
従来のビーム形状をエリアビームとしても円形となりますが、Laserssel社の技術で、四角のビーム形状を実現しました。
装置開発例
①マスリフロー(エリアレーザーセレクティブリフロー)
エリアレーザーセレクティブリフロー装置は、レーザー照射領域を広げ、恒温域を最少3㎜×3㎜~最大80㎜×80㎜の範囲で任意に選択することが可能です。また、ハンダの融点までの昇温、冷却が2~4秒で完了でき、昇温も高温融点のはんだに対応可能です。その為、生産能力を引き上げることが可能で、ヒーター式のマスリフローと同等以上の生産性も期待できます。
特長
- 鉛フリーはんだの、高温の融点にも対応します。
- 加熱領域を任意で設定できます。最大80㎜×80㎜
- 同一基板内で、異なる融点の、異なる面積のリフローが可能です。
- 基板の反りを防止します。
- ICチップリフロー、LEDチップリフロー、MLCCなど様々な電子部品の実装に対応可能です。
②スプリング ボンディング装置(レーザー2Dスプリングボンディング)
2Dスプリングを使用する、プローブカードのスプリングピン接合装置です。
これまで機械では不可能とされたプローブピンの高密度実装が可能となりました。ピローブピンの形状にあわせた、ピックアップ用ハンドの開発も可能です。また、リワーク用装置としても、大変有効です。
プローブカードのリワーク装置をお探しの皆様、一度、ご相談ください。
特長
- エリアレーザーによるスプリングピンのはんだ付けが可能です。
- 鉛フリーはんだにも対応します。
- ピンのピックアップ用ハンドの開発も行います。
- ピンの高密度実装も対応可能です。
- リワーク装置としても利用可能です。
③ハンダ接合装置(エリアレーザーハンダ接合装置)

カメラモジュールのような、複数ピンの半田付けを高速で行うことが可能です。ピンポイントレーザーでの半田不良や生産速度が遅くて悩んでいる皆様に、ご提案したい装置です。
また、フレキシブル基板への熱ダメージを最小限にします。マイクロレーザーではできなかったハンダも実行可能です。
特長
- マイクロレーザーでは不可能なはんだも接合できます。
- 鉛フリーはんだにも対応します。
- フレキ基板の熱によるそりや縮小を最小限に抑えます。
- エリアレーザーで、複数個所のはんだを一度に接合します。
- リワーク装置としても利用可能です。
まずは、お気軽にご相談ください。貴社のご要望に沿った、ご提案をさしあげます。

エリアレーザーセレクティブリフロー装置関連製品
お問い合わせ
製品やサービスについてのご質問・ご要望等ございましたら、下記のフォームにてお気軽にお問い合わせください。